

|
摘 要 自动焊接的应用越来越广泛,焊丝需求量也越来越大,同时要求层绕设备应适应各种规格的焊丝,且运动精准可靠,自动化程度高。测控网络技术的应用为实现生产过程的自动化,提高产品质量和安全生产提供了保障。基于ModbuS协议的层绕机测控系统采用总线结构,RS一485串行总线通信,通过网络实时精确控制,提高了缠绕精度和自动化程度。焊丝主动导开技术的实现弥补了国内同类产品的不足。设备经现场使用,性能稳定,工作可靠。 关 键 词 可编程序控制器;变频器;网络测控 测控网络技术的应用为实现生产过程的自动化,提高产品质量和安全生产提供了保障,Modbus通信协议具有侦错能力强、数据传输量大、实时性好等特点[1>成为目前自控领域使用非常广泛的通讯协议。通过此协议,不同厂商生产的控制设备可以连成工业网络,进行集中控制和数据共享等。目前国外生产的层绕机自动化程度高,自动排线精确,主动导开放线,层绕质量高,但价格昂贵。国内研制出的层绕机自动排线不够稳定,且需人工干预,大多数为被动导开放线,缠绕质量不稳定,生产效率低,均未采用网络测控。针对储丝机构料位的控制方案以及基于ModbuS协议的层绕机测控系统,采用总线结构并通过网络实时精确控制,较好地解决了焊丝恒张力层绕控制和焊丝主动导开的技术难题,实现了焊丝的层绕线速度升降自适应,自动定长停车等功能,提高了焊丝的层绕精度和设备的成功率,且价格低廉。 1 测控网络的结构和功能 1.1 测控网络的总体结构
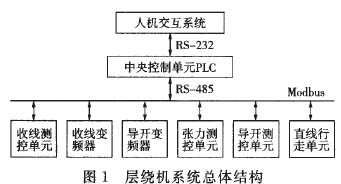 1.2 各网络节点的结构和功能 收线测控单元:利用编码器测出主轴电机速度,由PLC控制收线变频给定值。 张力测控单元:通过监测浮动辊所处位置即料位反映焊丝张力的变化情况,将料位分成9个状态,采用模糊控制对料位跟踪调整,使浮动辊处于最佳位置。 导开测控单元:根据张力变化对导开电机进行控制,实现主动导开功能。 直线行走单元:采用台达伺服电机作为执行机构,保持焊丝缠绕角度。 人机交互系统:采用台达触摸屏对各种生产参数进行设置以及监测系统运行状况,发生故障作报警提示,RS一232接口连接方式。 2 通信系统介绍 Mobdus通讯协议广泛应用于工业控制领域,协议结构简单通用,大部分工控系统都支持这种协议。ModbuS标准定义了051模型第7层上的应用层报文传输协议,它还将串行链路上的协议标准化,以便在一个主节点和多个从节点之间进行查询和应答。Modbus串行链路协议是一个主/从协议,该协议位于051模型的第二层。位于051第7层的MOdbus应用协议定义了简单的独立于其下面通信层的协议数据单元(PDU),RS一485总线网络的Modbus协议映射在发起ModbuS事务处理的主节点构造Modbus PDU,然后添加附加域构造Modbus串行链路通信PDU。Modbus通信总是由主节点发起,主节点向从节点发出查询命令并处理响应,从节点在没有收到主节点的请求时并不主动发送数据,也不与其它子节点互相通信。主节点在同一时刻只会发起一个Modbus事务处理。 2.1 协议格式
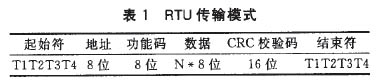 该模式下消息发送至少要以3.5个字符时间的停顿间隔开始。传输过程中,网络设备不断侦测网络总线,包括停顿间隔时间内。当第一个域(地址域)接收到,相应的设备就对接下来的传输字符进行解码,一旦有至少3.5个字符时间的停顿就表示该消息的结束。
 2.2 检查码(CRC)
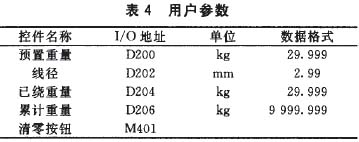
2.3 通信程序编制及参数设定 2.3.1 人机交互系统
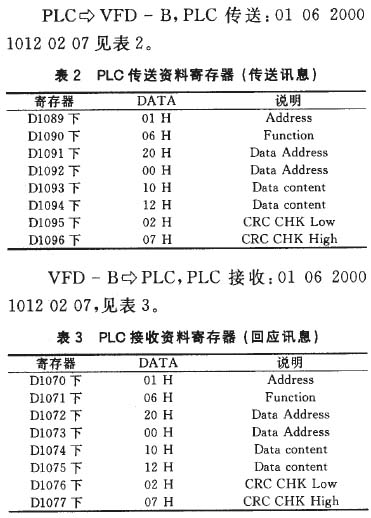
 分画面 2.3.2 变频器
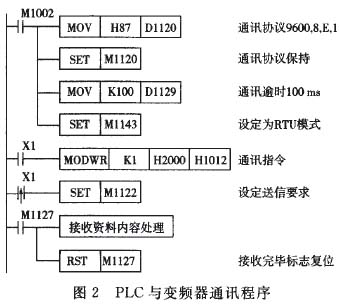
 2.3.3 可编程序控制器
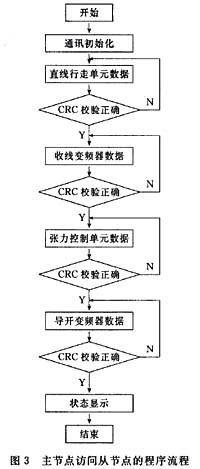
 主节点访问从节点的程序流程见图3。
 3 结束语 | |
|
|






































































 京公网安备 11011202001138号
京公网安备 11011202001138号