

|
一、引 言 浸渍机主要用于傢俱板三聚氰胺贴面纸、防火板牛皮纸、面纸、覆铜板绝缘纸、强化木地板耐磨纸以及平衡纸等的生产与加工,根据生产工艺分为一次浸渍机与二次浸渍机两种。本文以南通四通公司生产的ST-B型卧式二次浸渍机生产线为例,说明其主要工作原理及康沃变频器在浸渍机生产线中的应用。 二、浸渍机工作原理 浸渍机主要由开卷机、浸渍上胶、干燥、牵引、切纸、堆纸升降台等部分构成,其结构示意如图1所示。
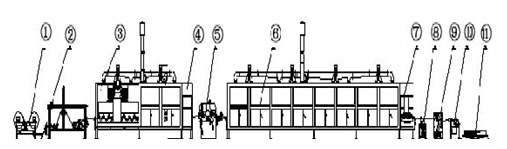 图1 浸渍机结构示意图 1.开卷机 2.一次浸渍挤胶 3.一次干燥段 4.一次排湿 5. 二次覆涂 6. 二次干燥段 7.二次排湿 8.调偏机 9.牵引机 10.切纸机 11.堆纸升降台 2.1主要工艺流程 原筒纸从开卷机经进纸辊传入背涂辊进行背涂,通过一次浸胶、挤胶、抹平后进入一次烘箱段干燥、冷却,经一次纠编后由二次覆涂机进行正反两面覆涂及二次抹平,接着进入二次烘箱段进行干燥,经冷却后纸张经调偏机的检测机构,对纸张的偏移进行自动纠偏,在牵引辊筒的牵引、冷却作用下进入切纸机进行高精度切纸,最后由升降台进行堆垛。 2.2主要技术参数: 以南通四通公司生产的ST2700B卧式二次浸渍机为例,主要工艺参数如下: 工作幅宽: 2440mm 机械速度: 0-60m/min 上 胶 量: 60-270% 挥发含量: 6-7.5% 热 源: 饱和蒸汽/导热油 导热油入口温度: 大于200℃ 装机容量: 82Kw(ST1500B四呎) 浸渍材料: 高、低压三聚氰胺树脂、脲醛树脂、酚醛树脂 加工产品: 耐磨纸、装饰纸、水泥模板纸、绝缘纸 2.3浸渍机的电气控制 该浸渍机生产线采用人机界面+PLC+变频器方式,实现单动与联动控制(见图2)。
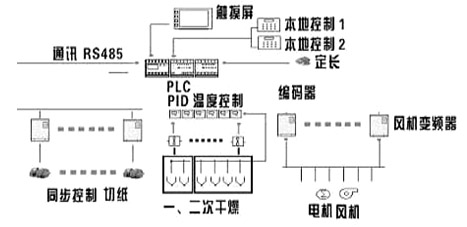 图2 浸渍机生产线电气示意图 浸渍机生产线中,各单元的运行速度可通过触摸屏直接设定,根据浸渍纸张力不同可调整相关单元的速度。其主要电气传动部分有:开卷电机、进纸辊电机、上胶辊电机、抹平辊电机、牵引链电机和切刀电机,以上电机由均适宜采用变频控制。 三、康沃变频器在浸渍机中的应用 本条生产线变频控制部分,采用深圳康沃电气技术有限公司专业生产的第二代CVF-G2/P2系列变频器进行控制(表1给出了各电机及其适配的变频器型号);上位机采用日本三菱FX2N-128MT可编程控制器;人机界面选用HITECH的PWS1711-STN,各单元控制功能,如运行速度、加减速时间等,均可在触摸屏上直接设定。下面具体分析各主要单元的电气控制。
表1 浸渍机生产线传动电机与适配的康沃变频器型号列表
 3.1进纸辊、上胶辊、抹平辊、牵引链变频控制 为保持原料纸在加工过程中不被拉断或产生皱折,浸渍机的进纸辊、上胶辊、抹平辊、牵引链等单元需要保持同步运行。康沃变频器配备有标准的RS-485通讯接口,采用PLC与变频器的通讯功能可实现多台变频器的同步启动、停止及调速,其示意如图2所示。
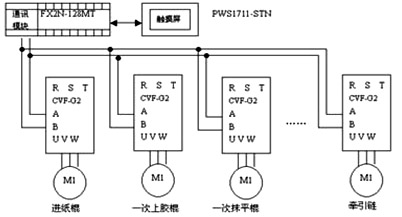 图3 浸渍机同步控制单元 1、 变频器主要参数设定 以上各单元变频器主要参数设定一致,以牵引链电机CVF-G2-4T0022为例,参数设定如表2所示。
表2 牵引链电机变频器的参数设定列表 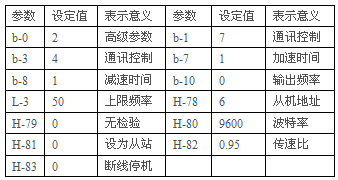 3.1 康沃变频器的RS-485通讯协议 康沃CVF-G2/P2系列变频器中提供了RS485通讯接口,用户可通过PC/PLC实现集中监控,以适应特定的使用要求。其中,RS-485协议主要包含以下内容: (1) 数据格式及波特率 康沃RS-485协议具有3种数据传输格式可选: 1位起始位、8位数据位、1位停止位、无校验; 1位起始位、8位数据位、1位停止位、奇校验; 1位起始位、8位数据位、1位停止位、偶校验。 波特率有5种设置可选:1200bps、2400bps、4800bps、9600bps、19200bps,从机变频器选用默认值。 (2) 报文结构 康沃变频器RS-485通讯协议中每个报文由11个字节组成,如表3所示。
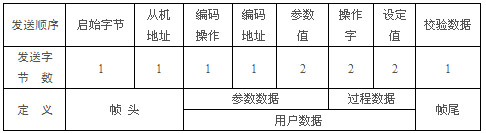 报文分为主机发送的数据报文(即主机命令帧)和从机变频器发送的数据报文(即从机响应帧),分别如表4和表5所示。 表4 主机命令帧
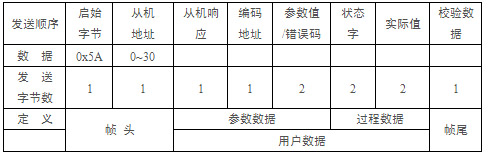
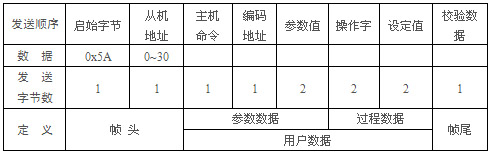 表5:从机命令帧
 用户数据 用户数据包括参数数据和过程数据,其中,参数数据指主机发送的命令码或从机对命令的响应码,过程数据指主机控制从机运行或从机返回当前运行状态。详细参数表可参照康沃变频器的操作说明书。 (3)编程思路 该生产线主机(上位机)为PLC,各单元变频器为从机,通讯程序采用主机轮询方式,将从机地址建立在一张轮询表内,主机定期轮询从机单元。表6给出了各从机的通讯地址设置。在康沃变频器的RS-485通讯协议中,当从机在一定时间间隔内(1000ms)内未收到任何报文时,认为发生通讯故障,因而采用主机轮询方式时,主机需定期轮询从机,并且轮询周期小于1000ms,否则会报告通讯故障。 表6 从机通讯地址设置
 3.2 剪切机的变频控制 根据客户要求需要将加工纸剪切成不同长度规格,其主要通过剪切装置实现。切纸单元的变频控制示意图如图4所示。
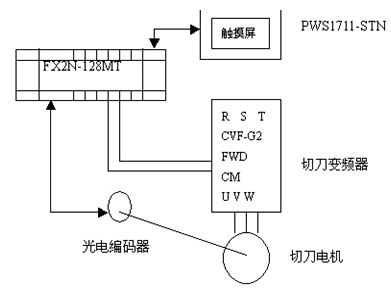 图4:切纸单元变频控制 该系统中,剪刀电机由一台5.5KW变频器控制。光电编码器将检测信号送给PLC,当加工纸达到设定长度时,由PLC发出剪切变频器动作信号,带动切刀完成剪切,根据不同要求可在触摸屏上直接设定加工纸长度。由于加工纸厚度较薄,在剪切时要求剪刀能快速动作。该浸渍纸机剪切装置采用旋转式双面切刀,为保持剪切纸长度一致(精度在+2mm内),切刀前后半周要求停止在同一位置,因而切刀变频器必须快速起动与停止。为实现准确停车,采用康沃变频器的直流制动功能。表7给出了切刀变频器的主要参数设定。 表7 切刀变频器主要参数设定
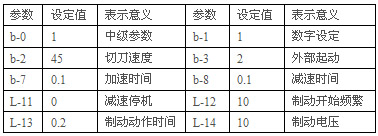 切刀变频器的起动与停止信号由PLC直接给出,通过外部信号起动,其中切刀变频器加减时间和直流制动有关参数可根据切刀实际位置进行调整。 3.3烘箱温度控制 原料纸上胶后进入烘箱干燥,烘箱采用热煤油加热,由风机进行冷却。每个烘箱分成5段,风机变频器控制部份(两个烘箱控制相同)如图5所示。
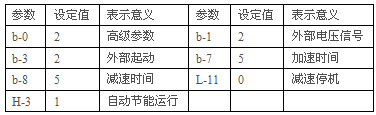
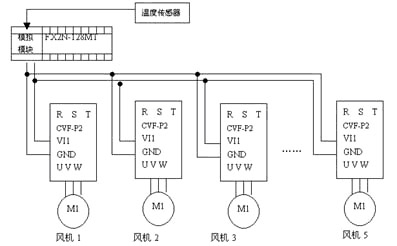 图5 风机单元变频控制 烘箱内每段安装有温度传感器(热电偶),将检测信号送给PLC。当温度超过设定值时,由PLC输出模拟信号系统加快该段风机速度;相反,当温度低于设定值时,则减小该段风机速度。风机变频器起动信号由外部端子给定,调速信号由PLC模拟信号模块输出0~10V信号调节。采用变频器控制,一方面可节约能量,同时可根据工艺要求随时自动调节烘箱温度,提高了设备的自动化控制程度。 风机变频器采用康沃风机水泵专用型第二代CVF-P2系列,主要参数设定如表8所示。 表8 风机变频器主要参数设定列表
 四、结 论 该生产线采用RS485通讯技术,实现了人机界面(液晶显示触摸屏)、PLC与变频器的通讯控制,取代传统的面板控制,提高了整机的自动化程度,从而提高产品质量、生产效率以及系统运行的稳定性。简捷的人机界面具有系统参数调节、在线故障监测和报警功能。整条生产线采用变频器控制,其调节范围宽、精度高、动态响应快,使得电机实现高效、低耗运行,并确保了整个系统的同步控制。 | |
|
|





































































 京公网安备 11011202001138号
京公网安备 11011202001138号