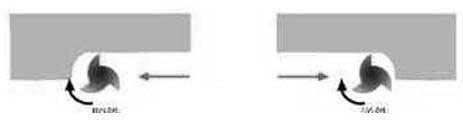
顺铣的功率消耗要比逆铣时小,在同等切削条件下,顺铣功率消耗要低5%~15%,同时顺铣也更加有利于排屑。一般应尽量采用顺铣法加工,以提高被加工零件表面的光洁度(降低粗糙度),保证尺寸精度。但是在切削面上有硬质层、积渣、工件表面凹凸不平较显著时,如加工锻造毛坯,应采用逆铣法。


|
|
顺铣的功率消耗要比逆铣时小,在同等切削条件下,顺铣功率消耗要低5%~15%,同时顺铣也更加有利于排屑。一般应尽量采用顺铣法加工,以提高被加工零件表面的光洁度(降低粗糙度),保证尺寸精度。但是在切削面上有硬质层、积渣、工件表面凹凸不平较显著时,如加工锻造毛坯,应采用逆铣法。
 2024工博会以“工业聚能 新质领航”为全新主题,旨在瞄准我国新型工业化高质量发展的核心技术和重点领域,为产业转型升级提供良好的示范样板。
2024工博会以“工业聚能 新质领航”为全新主题,旨在瞄准我国新型工业化高质量发展的核心技术和重点领域,为产业转型升级提供良好的示范样板。
全球能源格局加速重构的今天,怎样走好复杂且极具挑战的电气化转型之路?如何用创新技术实现更多电力和更低排放,从而创造美好世

随着《中国制造2025》等政策的推进,新一代工业浪潮来临,工控行业迅猛发展,自动化设备需求与日俱增。众所周知,电源是设备
































































微信扫一扫,关注IIANews公众号
微信扫一扫,进入IIANews微网


 京公网安备 11011202001138号
京公网安备 11011202001138号