

摘要:可编程计算机控制器(PCC)作为奥地利贝加莱公司早在1994年就推出的一代独特的硬件平台,是对传统PLC功能的极大提升,其配置的灵活性、平台的开放性以及高度智能化使复杂的控制功能得以完美地实现。
本文介绍了该PCC在安徽铜陵港口胶带运输机集控系统中的应用。配合港口货物运输工艺,设置了一个控制中心和多个现场控制站,采用以主控PCC为控制核心的集控系统与调度电话系统和工业电视系统相结合,构成一个完整的操作、调度、监视网络系统,以实现对整个胶带运输机系统的遥测、遥信和遥控,从而大大地提高了生产效率和安全性。
关键词:PCC系统; 集中监控; 胶带运输机; 贝加莱自动化
中图分类号:TP29 文献标识码:B
Abstract: Programmable Computer Controller (PCC), as a generation of particular hardware platform released by B&R Company in Austria as long ago as 1994, has remarkably upgraded the functions of traditional PLC. It can perfectly realize the complex control functions due to its flexibility of the system configuration, openness of the platform and the high intelligentization.
This paper introduces the application of PCC in the centralized monitoring and control system (CMCS) for belt conveyors in Tongling harbor of Anhui Province. Coordinating with the harbor merchandise transportation process, a control center and multiple site control stations are set up, the designer applies the centralized monitoring and control system in which the main PCC as the control core and combining the CMCS with the dispatching telephone system and the industry TV system to constitute a complete operating, dispatching, and monitoring network system. So that the remote measurement, remote communication and remote control of the entire belt conveyor system are implemented; thus the production efficiency and safety are improved.
Keywords: PCC System; Centralized Monitoring and Control; Belt Conveyor; B&R Automation
1 引言
港口胶带运输机集中监视控制系统(以下简称集控系统)的安全可靠性将直接影响到港口的经济效益。为此,实现系统的综合保护和集中监控,是十分必要的。
以PCC为核心的集控系统与调度电话系统、工业电视系统一起,构成一个完整的操作、调度、监视网络,实现对整个系统的遥测、遥信、遥控。该系统的实施,提高了港口货物输送的生产效率,降低了设备事故率并缩短了故障处理时间,还精简了现场操作人员,提高了港口的整体经济效益。
2 集控系统及其数据通讯网络的构成和功能
2.1 系统构成
作为传统PLC产品的有益补充-- PCC(Programmable Computer Controller)即可编程计算机控制器是由奥地利贝加莱公司(B&R)于1994年率先推出的。它与PLC(可编程序控制器)和IPC(工业控制计算机)相比,既具有PLC的高可靠性、坚固性、灵活性和易扩展性,同时又拥有IPC的运算能力强、实时性好、编程方便的特点,也就是说,它融合了PLC和IPC的优势,特别是在人机交互、软件编程、调试环境及在线调试监测等方面具有一定的优势。
自上世纪90年代末,可编程计算机控制器(PCC)技术进入我国自动化领域以来,已经越来越广泛地应用于我国的各类工业和其它行业,随着国内一些重要水电辅机企业在调速器和励磁控制方面的广泛应用,其性能也得到越来越多的用户青睐和认可。PCC技术已经逐渐掀起了一股自动化技术创新的潮流。
由于它具备了许多独特的优势,较好地解决了工业控制领域中大家普遍关心的可靠、安全、灵活、方便和经济等问题,使PCC正逐渐成为目前工业自动化领域中的最优化选择方案之一。基于通讯以及扩展能力方面的考虑,铜陵港口胶带运输机集控系统选择了贝加莱公司的PCC 2005系列可编程计算机控制器(采用高性能Pentium级CPU模块)作为该系统的主要控制核心,同时使用了多台2003系列紧凑、高速型PCC(CP474型CPU模块)作为各现场控制分站的控制部件及远程I/O,它们与其它现场控制/检测设备、集中监控系统和电源系统等配合,实现对该系统内多条皮带输送机全过程的监控、监测,构成了一个性能优良、操作方便的港口胶带运输机集中监视控制系统。
PCC控制器主要包括CPU模块、数字量输入/输出模块、模拟量输入/输出模块、高速计数器模块等,作为主控原件它具有防潮、抗干扰能力强、现场易编程、易扩展,支持高级语言编程和基本免维护等优点,并能够实现软件模块化、自动检测系统故障和远程维护诊断等功能。此外,还可采用PCC自带的通讯接口组成数据传输网络(以太网、现场总线及自由串口),实现不同方式的数据通讯。
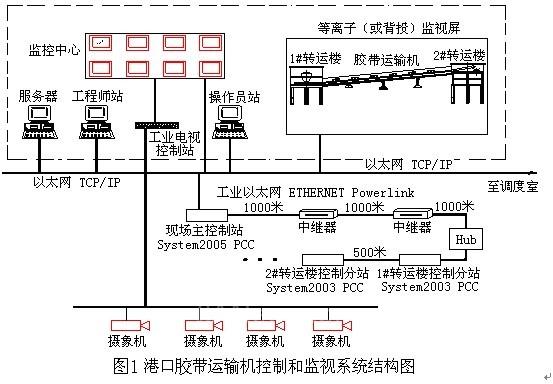
该集控系统采用分布式控制结构,由现场控制(主要含多个控制站及现场控制/检测设备)和集中控制(主要含服务器、操作员站、工程师站、监控中心和监视屏)两大部分构成。集中控制部分设于中央控制室,它与现场控制站之间的数据通讯采用以太网(TCP/IP协议),集中控制与综合操作台的监控上位机之间同样也通过以太网(TCP/IP)实现数据通讯;现场主控制站与各控制分站之间采用工业以太网实现数据通讯;现场控制站与传感器之间通过现场总线进行连接(采用Modbus以及自由口通讯协议);现场控制部分承担对现场设备的控制和数据采集任务。该系统的通讯网络主要采用工业以太网,在通讯距离长于1200米的两个控制站之间必须加装中继器,在胶带机端头设置现场控制站。通过监控网络,可对整个系统的设备进行监视和集中控制。其系统结构如图1所示。
2.2 系统功能及特点
该系统采用实时监控网络结构,具备有完善的生产监控管理功能,对胶带运输主要环节及相关辅助环节的生产过程进行实时数据采集、传输、处理、显示、记录打印,对胶带运输系统进行远程集中监控,同时配合工业电视系统实现安全图像监视,以确保人员及设备的安全。
监控系统实施后,操作员可以在中控室操作员站上监视和控制胶带运输机的生产过程,完成对皮带运输机生产及相关环节的“遥测、遥信和遥控”,实现散货皮带运输生产系统的综合自动化。该系统的主要功能及特点如下所述:
(1)实时运行参数监测。各监控系统实时采集生产工况与工艺参数,采用图形、报表的形式来显示系统的实时工况及目前产量、仓储等。
(2)实时过程控制。分析采集的参数,各系统自动完成过程控制,或由操作员手动操作控制。
(3)历史数据查询。以上实时生产监测数据均可存贮于服务器中的生产数据历史数据库中,可实现历史数据重显、历史趋势曲线分析,以及通过直方图、饼图等进行综合分析。
(4)设备故障及模拟量超限报警。当设备故障或模拟量超限时,生产监测及管理网络同步显示故障设备名称,并可实现语音报警、实时打印故障等功能。将该故障信息存入服务器中的故障信息数据库,供以后离线统计分析用。
(5)优化生产计划。在网络服务器中建立了综合历史数据库,定时将生产、经营等数据存入数据库中,制作计划和生产完成情况的趋势分析图表,为今后的生产计划提供参考;根据外运下达计划和设备实际状态、仓储煤量,合理安排生产计划和设备维修计划,以最大限度地减少对生产的影响。
(6)选用先进的控制器,系统的实时性好,可靠性高,数据处理速度快。采用全分布式控制结构,系统具有较高的可靠性。当地面部分出现控制故障时,井下部分仍可实现集控运行,距离虽远但通讯网络速度快,可靠性高,人机界面直观友好,操作简便,功能齐全。
(7)减少布线成本。由于大量采用远距离通讯网络,大大减少了电缆用量,降低了布线成本,节约了费用。控制器和网络的可靠性高,维护工作量小,运行费用低,系统扩展也十分方便,可随时增加节点,并通过网络在中控室在线修改程序。
2.3 服务器
该系统配置服务器一台,承担应用服务器和实时及历史数据服务器的综合任务。在该服务器中存储较复杂的算法和程序,处理复杂计算程序;在其中建立实时数据库、历史数据库和故障信息数据库,以存储采集到的实时数据、历史数据和故障信息,并在需要时调出历史数据以供离线统计分析用。
2.4 操作员工作站
根据监控子系统的功能,在监控中心设置胶带运输系统操作员监控工作站,它们的功能主要有:
(1)根据操作人员的不同岗位,设置不同的操作权限,各司其职;提供交互式全中文界面的操作平台,实现各子系统设备运行状态及工艺参数的直观动态显示;根据工艺流程及联锁关系分别实现各子系统的自动/手动/本地控制。
(2)实时设定各种运行、生产工艺参数;实时监视各子系统设备的运行参数及状态,同时将各参数数据存贮在硬盘上,并将必要的数据上传至数据服务器;实时监视各子系统传感器的当前状态及测量数据;对各台设备及重要传感器的故障状态实时报警,采用声光报警方式,并且打印报警信息,同时将报警信息存贮入数据服务器,便于统一管理及以后对报警信息进行分析;随时查询、打印实时趋势曲线以及规定的任意时间段内的历史趋势曲线; 随时查询、打印规定的任意时段内的历史数据报表。
2.5 工程师工作站
工程师站除具有操作员工作站的一切功能(需授权)外,还具有以下功能:
(1)根据工艺的调整在线修改PCC控制器的应用程序,以适应新工艺的需要。
(2)将监控系统中有关数据进行转换,并输入港口的信息管理系统中。
(3)设置彩色打印机,打印实时彩色画面及彩色趋势图。
(4)当某个子系统的操作员工作站发生故障时,可立即通过设定操作人员权限,将工程师站转换成为该子系统的操作员工作站。
3 胶带运输机的控制和监视
3.1设计原则和主要技术要求
该系统由胶带运输机、皮带给料机等基本工艺设备组成,利用控制设备、通讯模块以及打滑、堆料、超温、烟雾、纵撕、灭尘、速度、跑偏、料位等保护装置,实现皮带运输机集中控制与监测的要求。设计原则和主要技术要求如下:
(1)实现胶带运输机系统的集中监控,实时监控设备状态和运行参数,并显示数据曲线,对重要信息记录存盘。
(2)控制方式设有集控自动/集控手动/就地三种,它们之间可互相转换。正常生产时,使用集控自动方式,设备按工艺要求的顺序和流程由中央控制台自动启停;使用集控手动方式时,可在中央控制台操作各设备,但不具备闭锁和联动关系;选择就地方式时,在现场直接操作有关设备。启动设备前由集控台发出预告信号,30秒后,如果现场设备均满足集控自动启动条件,设备将按顺序自动启动。现场信号箱设有起动/停车按钮,可用停车按钮停止上述启动过程。如果设备由集控启动,控制系统接收到现场停车信号后,可作急停处理,实施故障停车操作程序。
(3)按有关“技术规程”,胶带运输机必须装设拉线开关、跑偏保护、低速保护等装置,这些信号均接入集控系统,参与设备的紧急停车和闭锁停车控制。对设备故障和工艺参数的异常状况进行实时报警,并发出声光警示信号。一般故障只报警,但当发生现场设备非正常停车或严重故障时,故障设备及其上游设备紧急停车,下游设备顺物料流动方向延时闭锁停车。
3.2主要功能
(1)在每台设备机头旁均设有就地操作箱,箱上装有工作方式转换开关及就地起/停钮;所有胶带运输机上的给煤点均设置堆煤保护和纵向撕裂保护装置,以防止胶带机事故的扩大;所有胶带运输机均设有两级跑偏开关,每隔约50米设置一对跑偏开关,一级跑偏用于故障报警,二级跑偏用于故障停车;所有胶带运输机均设拉线开关,用于紧急情况下的停车,急停拉线开关的安装间距均按50米进行配置,并可扩展下皮带的跑偏保护,以保证设备和人身安全;扩音电话采用新型的选拨电话系统,安装间距按200米进行配置。
(2)水平胶带运输机的拉紧装置采用液压调节方式,开诚公司提供一套胶带机的松带检测传感器[8],由PCC控制完成胶带机的张力自动调节功能; 在皮带机头设置堆料传感器,以防止皮带堆料事故的发生;在皮带机上设置皮带速度传感器,以检测皮带的超速及打滑状态;在皮带廊道设置烟雾传感器,检测皮带廊道的烟雾浓度以防止火灾事故的发生;在皮带机的主滚筒设置温度传感器,实时检测滚筒的温度,并配备自动喷水装置,当滚筒超温时实施自动喷水以对主滚筒进行冷却;胶带运输机每隔约100米设置起动预警装置,设备启动前发出预警信号,提示有关人员应立即远离设备;胶带驱动电动机的电流实时监测功能可发现一些机械设备的潜在故障隐患,运行中对电动机的电流进行实时监测分析,当发生电流超限或突变时报警,严重时自动停机。实现给料机与皮带的闭锁,实现与前工序皮带的闭锁功能,具有自动、手动、检修等控制方式;
(3)在软件与硬件设计上采用了先进的矩阵控制功能,节省主电缆的费用;自控系统在性能上具有良好的抗湿热性、抗干扰性;在结构上能满足在港口条件下迅速检修或更换元器件,根据港口的现场环境,控制箱采用不锈钢结构,其他采用防腐措施;可根据胶带机系统的故障性质,进行紧急停机、顺序停机或发出报警声光信号;在集中操作台上能集中显示胶带机的工作状态、故障类型、故障地点;将驱动系统中的软启动器和变频器纳入监控;设有多种操作方式:集中联动、集中手动、就地联动、就地手动、禁止起动等,使系统操作灵活、可靠。在集中方式下,所有设备由集控室操作员通过上位机操作,多种流程选择;在联动方式下,可根据工艺选择运输流程,胶带启动顺物料流动方向,并根据胶带速度、长度延时开车,以减少运行时间;重载启动时,按逆料流方向启动;系统停止或无料时延时自动停车。
(4)完善的信息处理功能,报警信息、运行参数、操作记录等信息自动形成标准格式的数据库文件,并在硬盘长期保存,供信息系统调用;实现系统集中监控,生产数据微机化管理[3]:
1)界面直观友好,操作简便,功能齐全。有形象逼真的动态画面和全中文显示,还具有实时报警监视、安全确认机制和数据记录功能。对操作员素质无特殊要求,培训简单。
2)报警信息和重要运行参数在硬盘存储,数据表格和曲线可随时调出。
3)生产数据存入计算机硬盘,可由管理信息系统按需调用。
(5)具有故障自诊断功能
1)网络故障自诊断。当网络发生断线、干扰等传输故障时,能自动侦测到,并发出报警信息。
2)PCC故障自诊断。当PCC的CPU和通讯适配器发生故障时,系统会通过网络的通讯情况判断故障,并发出报警信息;当PCC的I/O模块发生故障时,CPU会通过I/O模块的状态位侦测到故障并判断故障类型,系统将发出报警信息。
3)传感器和信号线故障诊断。当模拟量传感器或信号线发生断线故障时,PCC通过测量值判断故障并发出报警信息。
3.3 可实现自动化系统与生产管理系统数据共享
计算机管理工作站设信息管理系统,决策者通过管理工作站可根据各自权限远程访问监控上位机,并获得现场生产数据报表、设备管理信息和生产统计分析。
3.4 维护简便
(1)I/O模块采用可拆卸端子排,当出现故障时,集控室将发出声光报警信号,可在几分钟之内完成对故障部件的更换。
(2)系统扩展方便。当系统改进需要增加新设备时,可以方便地加入节点,并通过网络在线修改程序。
(3)由于该系统具有自诊断功能,能及时报告故障时间、位置、类型等信息,便于维护。
4 结束语
通过长期运行的考验,该港口胶带运输机集控系统总体运行情况良好,经济效益显著。
港口胶带输送机自动化系统涉及的范围较广,系统设计时要根据港口工艺、规模、港区布置,既要考虑到设备和系统的可靠性、投资方面的合理性,同时也要顾及港口扩建的可行性等因素,只有这样才能满足港口扩建、发展的需要。
作者:姚 晨,安徽省港航勘测设计院
参考文献
[1]邓则名,邝穗芳.电器与可编程控制器应用技术[M].北京:机械工业出版社,1999
[2]邱公伟 可编程序控制器网络通信及应用. 北京:清华大学出版社,2000
[3]方承远 工厂电气控制技术. 北京:机械工业出版社,2000
[4]邹金慧,黄宋魏杨,晓洪 可编程序控制器(PLC)原理及应用.昆明:云南科技出版社2000
[5]杨士元,可编程序控制器(PC)编程应用和维修. 北京:清华大学出版社,1995
[6]郑瑜平,可编程序控制器. 北京:北京航空航天大学出版社,1995
[7]S7-200可编程序控制系统手册. SIEMENS,2000
[8]袁涤非,电器控制. 北京:轻工业出版社。1993
[9]齐蓉(主编),可编程计算机控制器原理及应用.西北工业大学出版社.2002.7
关于贝加莱
贝加莱(B&R)工业自动化是一家全球性自动化领导厂商,专业致力于创新自动化前沿技术,总部位于奥地利,目前已在全球60个国家设立了分支机构,拥有155个办事处。“完美自动化”与“您的全球自动化合作伙伴”是贝加莱工业自动化的使命与追求。
1996年8月,贝加莱工业自动化(上海)有限公司正式落户中国上海,本地化的销售与精湛的技术队伍为中国客户带来更迅捷的服务响应。十几年来,贝加莱(中国)一直专注于为国内用户提供高品质的自动化全线产品和优秀的技术解决方案。现在,贝加莱的产品和方案已广泛应用于机械自动化领域,如包装、印刷、塑料、纺织、食品饮料、机床、半导体、制药等行业;以及过程自动化领域,如电力、冶金、市政、交通、石油、化工和水泥等行业。目前,贝加莱产品已通过ISO 9001、UL、TüV、GOST-R等国际认证,产品质量、性能等受到了用户的普遍赞誉,赢得了信誉。如今,贝加莱(中国)已成立了北京、广州、济南、西安、成都和沈阳办事处,上海及各办事处建立了完备的技术培训中心,以及分布在全国的大学联合实验室。





































































 京公网安备 11011202001138号
京公网安备 11011202001138号