

一、液压AGC在轧钢工艺中的原理
中厚钢板质量指标中,厚度的尺寸精度和厚度在全长上的均匀性,以及板型好坏都是十分重要的。近些年来,为了尽量缩小钢板的厚度偏差、保证厚度的均匀性,防止潜在的和表现的板形不良,在中厚钢板生产中采用了一系列新的控制和检测技术。中厚钢板轧制过程是轧机与轧件相互作用的过程,轧机受力产生弹性变形,轧件受力产生塑性变形,两者的状况可以用弹塑性曲线(P-H图)来进行描述,将弹塑性曲线与塑性曲线绘制在同一坐标之内,即得到了轧制状态下的弹塑性曲线。因此,可以说如何有效利用轧制状态下弹塑性曲线来控制钢板厚度和板形,是现代轧制工艺的一个重要课题。
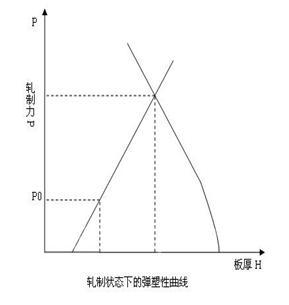
以轧制状态下的弹塑性曲线为基础,在实际的厚度控制过程中,通过测厚仪、测压仪、辊缝仪等检测手段对轧制过程中的轧件厚度(入口或出口的厚度)进行间接或直接的测量,并将实测值与给定的目标值进行比较。控制系统将比较后的偏差信号进行处理后,输出控制信号,指挥压下系统动作,使出口厚度被控制在所要求的偏差范围之内。这就是中厚钢板轧制厚度控制原理。
为了实现轧制厚度的要求,在中国轧钢行业经过长期的实践并总结出,采用液压AGC系统能够很好的解决钢板厚度轧制工艺要求,这项技术具有辊缝位置自动控制(APC系统)、厚度自动控制(AGC系统)、纠偏的轨迹系统、轧制力过载保护系统和快速抬辊系统。
二、济钢中板液压AGC改造方案
济钢中板厂于2004年初在精轧机上投用了液压AGC,控制系统选用控制器—SIMADYN D;由于SIMADYN D控制器是十多年前的产品,备件采购及系统维护都不方便,决定对精轧控制器硬件系统进行升级。结合粗轧AGC项目,将两套轧机AGC控制系统合二为一,共用一套TDC系统同时实现粗、精轧的液压AGC控制:即只需在粗轧AGC控制系统TDC控制器的基础上,增加少量的模板,如此不仅降低了硬件投资,而且也更利于粗、精轧AGC系统的优化协调工作,从而取得更好的控制效果。
三、TDC系统概述和特点
3.1 为了实现液压AGC的工艺要求,控制系统采用SIMATIC TDC (SIMATIC Technology and Drive Control),即工艺和驱动系统。它是一种多处理器系统,擅长解决处理复杂的驱动、控制和通讯任务,是对 SIMATIC S7 理想的扩充。组态和使用SIMATIC 工具进行,是全集成理念中的一部分。TDC由一个或多个模板机架组成,多处理器运行方式可以实现性能的几乎无限制扩展。
SIMATIC TDC采用自由组态、模块化的设计思想,使得系统的结构便于扩展。系统可以快速实现闭环和开环控制、算术运算以及系统监视和信号通讯等功能。SIMATIC TDC拥有一套完整的模块化硬件和软件设计模式,能够保证硬件满足各种系统的设计要求。SIMATIC TDC尤其适用与相互关联的高精度控制系统。
SIMATIC TDC系统采用STEP/CFC组态语言,计算机用户界面十分友好,易与操作和掌握,适合于从简单到复杂的控制系统的要求。简单任务可以组态在一个功能包中,较复杂的任务则可由几个功能包共同完成。对于复杂的功能,可由几个处理器组合在一个SIMATIC TDC中来完成;更高级的系统则由几个SIMATIC TDC组合在一起,通过通讯连接交换数据来达到设计要求。
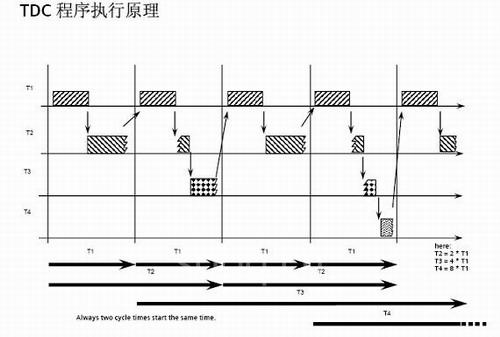
SIMATIC TDC采用的是实时操作系统(固定时隙为25 μs),采样速度很快(最短为100μs),强大的循环处理,高达5种采样时间(T1~T5);能够处理周期任务(T0)和中断(I1~I8八级中断)任务。基于基本采样时间T0,可以定义5种采样时间的周期任务(T1~T5)以处理不同实时性要求的任务,其中T1~T5与T0的关系是SIMATIC TDC的处理机制如下图所示,这样的任务处理机制能够满足实时控制系统的要求。
3.2 SIMATIC TDC的突出特性:
?? (1)模块化的系统结构,硬件可扩展;
?? (2)采样时间间隔短,可达100us,特别适用动态控制任务;
?? (3)中央处理器采用64位结构,具有最大性能;
?? (4)同步多处理器运行,每个机架最多可有20个CPU;
?? (5)可最多同步耦合44个机架,可以同时836个CPU同步运行;
?? (6)使用STEP7组态工具进行图形化组态:连续功能图(CFC)和顺序功能图(SFC);
(7)标准的一致性使用,例如PROFIBUS DP、和SIMATIC ,使得 SIMATIC TDC 的使用非常方便。
四、轧机AGC系统整体设计结构
4.1 粗轧机AGC系统总体结构
单机架粗轧机AGC系统的结构与精轧机AGC结构相同,由下列部分组成:
1) 基础系统
2) 过程计算机系统
3) 监控系统
4) 操作台
5) 检测仪表
6) 执行系统包括液压缸、压下传动系统。
设计中原定系统为SIEMENS的SIMADYN D系统,根据目前技术进展情况,将该系统改型为SIEMENS的TDC系统,该系统性能比SIMADYND系统强多倍,是目前SIEMENS公司的主流控制器。原设计监控系统为单用户WINCC,改为SERVER/CLIENT方式的WINCC系统,即设置一台运行WINCC SERVER和WINCC 64KRC,在精轧和粗轧操作台各设置1台WINCC CLIENT,运行WINCC 128点RT。
4.2 精轧机AGC系统总体结构
精轧机AGC系统由下列部分组成:
1) 基础系统,升级为SIEMENS公司的TDC
2) 过程计算机系统,由HP公司承担,主要任务是进行精轧机的规程设定计算
3) 监控系统,由SIEMENS的单用户WINCC监控系统承担
4) 操作台(利旧)
5) 检测仪表(利旧)
6) 执行系统包括液压缸、压下传动系统。
4.3 轧区系统整合后的结构
在本次升级过程中将粗轧精轧两套系统进行整体设计,共用一套TDC控制器,整合为一个完整的系统。具体方案如下:
1. 精轧控制系统与粗轧控制系统共用一套TDC。
2. 粗轧和精轧共用一套过程计算机,运行规程设定软件,对整个轧区进行数据设定,并由过程计算机统一进行节奏控制。
3. 过程显示系统WINCC也运行在一台上,目的是粗轧和精轧运行同一套显示画面,可使两个操作台同时相互监控。
4. 对整个轧区的数据管理也整合为一个数据库,对数据进行统一管理。
5. 系统控制柜共用一个,便于系统布线及维护。
6. 操作台利旧。
整个轧区系统示意图如下:
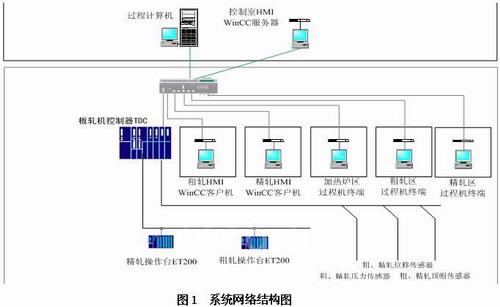
经过整合的系统在功能上与原系统方案一致,由于形成了整体的系统架构,一方面功能分配合理性增强,此外还统一了与其他系统的通信渠道。
五、结束语
整个系统设计施工完成后,由于采用了强大稳定的SIMATIC TDC控制系统,以前经常出现网络瘫痪,上位机死机等情况得到了彻底的解决。现场的检测、传感元件信号直接进TDC控制系统,大大减少了由于现场复杂环境引起的信号干扰、线路损坏等设备故障。上位机通讯采用的是—客户机连接,上位机只是简单的接收和发送过程,其余的工作都由来完成,所以网络速度得到大幅度的提升。整合后两机架采用一套控制系统,设备数量大大减少,降低了系统购置成本以及备件库存成本。同时两轧机的轧制数据还可共享使用,操作人员可以很方便的了解到目前的压下制度,速度制度,温度制度和辊型制度,可以根据钢板的技术要求、原料条件、温度条件和生产设备的实际情况,来确定各道次的实际压下量、空载辊缝和轧制速度等参数,并在轧制过程中加以修正和应变处理,达到充分发挥设备潜力、提高产量、保证质量、操作方便、设备安全的目的。





































































 京公网安备 11011202001138号
京公网安备 11011202001138号