

摘要:本文介绍了西门子 S7-200 SMART PLC、SMART LINE 触摸屏在双机头套标机上的应用,阐述了设备工艺流程、控制系统的配置选型、软件设计和触摸屏的画面组态。S7-200 SMART 的高速计数、运动控制和通讯功能在设备的开发中得到了良好应用,经测试,该设备满足生产要求,运行稳定,性能良好。
关键词:双机头套标机 S7-200 SMART SMART LINE
1 引言
套标机作为后段包装技术含量较高的设备之一,适合各种容器瓶、罐、各种形状及材料的收缩膜包装 ( 如食品、饮料、制药等行业中各式塑料瓶、玻璃瓶、PVC、铁罐等容器 ),可与生产线全面连线作业或单机作业,对空瓶或填充后均可进行包装。套标机的出现实现了全自动快速包装,大幅降低了人工费用,同时提升了包装效果。
传统套标机主要以单机头为主,能够满足瓶身单次套一个标的需求,但在瓶口和瓶身都需要套标的情况下,就需要两台套标机,一方面造成安装空间过大,另一方面与其他工艺段连接也不方便。而双机头套标机则可以有效的解决以上问题,减少了安装空间,也降低了成本。
双机头套标机的工艺需求较为复杂,涉及到 4 个轴的伺服控制 ( 两个送标,两个切标 ) 及 1 路高速计数 ( 螺杆转速检测 )。本系统采用两个西门子 S7-200 SMART CPU 模块分别去控制两个轴,CPU 模块之间采用 Modbus RTU 通讯,并采用 SMART LINE 触摸屏对系统参数进行配置。一体化的 SMART 解决方案优化了机器性能,生产效率达 18000 瓶 / 小时,控制精度达到 ±1mm。
2 双头套标工艺原理
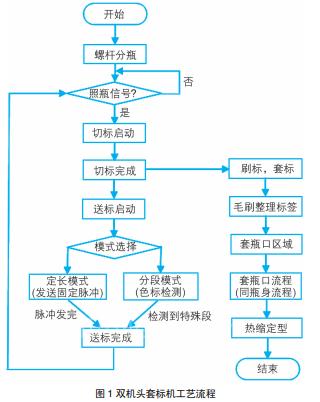
双机头套标机的工艺主要分为瓶身套标和瓶口套标两个部分。在分瓶螺杆将输送带上的待套瓶按一定间距分开后,设备就进入到瓶身套标工艺段。当瓶身待套区域检测电眼检测到来瓶时,瓶身切标伺服被触发动作,切标完成后刷标电机将标签快速刷下并套瓶,同时瓶身送标伺服启动,将固定长度 ( 定长切 ) 或分段长度 ( 色标检测长度 ) 送入待切区域准备下一次切标。瓶身毛刷将瓶身标签整理齐,主输送带将瓶送到瓶口套标的工艺段,当瓶口待套区域检测到来瓶时,瓶口的切标伺服开始动作,工艺流程与瓶身套标一致,当瓶口套标完成后,输送机将套好的瓶子送入热收缩箱进行缩紧定型。双机头套标机工艺流程如图 1 所示。
3 SMART 解决方案
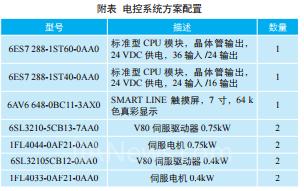
双机头套标机要求 4 个伺服定位过程,而且对定位的精度要求较高。目前面向经济型 OEM 市场的 PLC 基本上只集成 2 路 100KHz 的 PTO 功能,无法通过 1 台 PLC 满足工艺要求。另外,该设备的 I/O 点数较多,为 23DI,38DO。为了降低成本,选型时希望通过 CPU 模块标配集成的 I/O 满足要求,而不使用扩展模块。因此选用 2 台西门子 S7-200 SMART PLC 作为主控单元,每台 PLC 本体集成 3 路 100KHz 的 PTO 输出,满足设备中 4 路 100KHz 的 PTO 输出要求,PLC 之间通过 Modbus RTU 通讯的方式实现瓶身和瓶口套标过程的配合。
SMART LINE 触摸屏本体集成以太网接口,可连接 3 台 S7-200 SMART 控制器。在本项目中,SMART LINE 使用普通的网线与两台 S7-200 SMART 相连,可直接操作两台 PLC。硬件配置如附表所示。系统架构如图 2 所示。
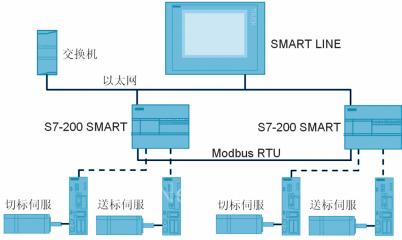
图 2 电控系统架构图
4 编程设计
根据双机头套标机的工艺流程及使用到的PLC功能, PLC 程序开发分为三个部分:螺杆速度采集,切、送标的伺服控制以及 PLC 之间的通讯。
4.1 螺杆速度采集
通过一路高速计数器测量螺杆的转速脉冲,利用系统的定时中断,每隔 50ms 采样一次当前计数器的值,算出两次脉冲的差值,折算成螺杆转速 ( 转 / 分钟 )。螺杆转速 =(S2-S1)×1000×60/50(S1:上次脉冲数;S2:本次脉冲数 ),生产速度 = 螺杆转速 /20( 瓶 / 分钟 )。
4.2 切标伺服控制
切标控制时,伺服信号的给定采用脉冲 + 方向的方式。由于伺服驱动器选择了 1000 脉冲转一圈,并且伺服电机最大速度是 4500 转 / 分钟,可以计算得出最大速度 =4500×1000/60=75000 脉冲 /s。根据多次的测试,加减时间设置成 0.2s。由于切刀的性能要求是速度快,对位置要求不高,所以采用速度模式。通过刀盘电眼检测刀盘进入凹槽区,确认切标完成,同时触发送标启动。
4.3 送标伺服控制
送标控制可采用定长切和分段切两种模式。
(1) 定长切。即每次切的标签长度固定,只需走固定距离就可以,因此采样相对定位。通过向导生成运动控制子程序,在主程序中调用 GOTO 子程序,将 MODE 设置成 1 即为相对定位。
(2) 分段切。通过色标传感器检测标签的透明段进行区分每段的距离。因为每次标签的实际长度不是固定的,所以采用速度模式,检测到透明短时停送标,GOTO 子程序,将 MODE 设置成 2,即为速度模式。
4.4 通讯功能
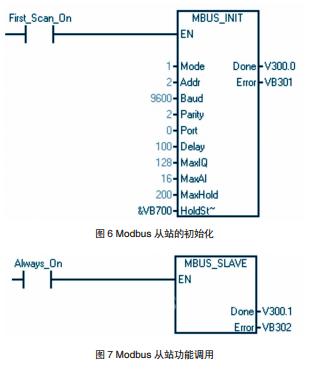
由于主输送带和螺杆由一台 PLC(ST60) 控制,另一台 PLC(ST40) 需要获取其状态,所以两台 PLC 采用 Modbus RTU 协议进行通信,本系统中采用 ST60 做主站, ST40 做从站。
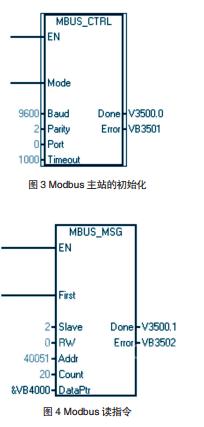
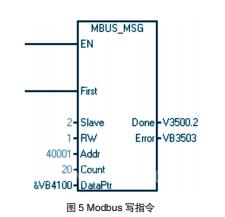
ST60 调 用 MODBUS 主 站 库, 初始化波特率为9600,偶校验,选择口 0,超时检测设为 1s。然后分时调用 MBUS_MSG,作为读和写,读写周期为 300ms。
通讯模块编程分别如图 3~7 所示。
4.5 HMI 画面设计
触摸屏主要由主界面、瓶身操作界面、瓶身参数界面、瓶口操作界面、瓶口参数界面组成。
(1) 主界面:显示厂家的基本信息,如厂家名称,地址,电话;
(2) 瓶身操作界面:机头升降 ( 调试功能 )、分瓶启停、带瓶启停、主输送带启停、刷标启停、毛刷启停、主机启动、主机停止。
(3) 瓶身参数界面:送标位置与速度设置,切标位置与速度设置。
瓶口操作界面和参数界面与瓶身相同。除上述界面之外,还有高级设置登录界面和高级参数设置界面,部分操作画面如图 8 所示。

5 结束语
西门子小型 PLC S7-200 SMART 集成了强大的运动控制功能,同时提供了简单易用的向导,设置完毕后可自动生成相应子程序,自动、手动、点动、绝对运行、相对运动、速度模式、寻零、走包络等等。本案例中,调用 GOTO 子程序,只需要修改 MODE 的值就可以切换运动模式。在通讯方面,PLC 软件中自带的 MODBUS 主从站库,直接调用,分配存储区,实现 MODBUS RTU 的通讯非常便利。由于 RS485 是半双工的,所以需要分时进行读写操作。






































































 京公网安备 11011202001138号
京公网安备 11011202001138号