

抛光打磨,是制造业中一道不可或缺的基础工序,近年来,机器人打磨、抛光、去毛刺发挥着越来越重要的作用。众所周知,ATI的机器人材料去除工具是浮动的可恒力控制的柔性打磨工具,可覆盖多种不通过材料去除应用场景,如去毛刺、去毛边、倒角及其他一些表面处理等。之前我们详细介绍过ATI径向浮动毛刺清理工具RC-340、轴向浮动精加工工具ACT-390和浮动偏心振动砂光机AOV-10,今天我们将从多角度为您介绍我们的新产品-轴向浮动力控装置PCFC。PCFC的浮动和力控性能为自动化的实现过程创造了更大可能性。可完美匹配用户的刚性末端执行器,以进行比如工作台的磨削、模具打磨、切割及浇冒口去除等工作。
一、PCFC 介绍
PCFC是ATI近两年新推出的一款产品,全称Passive Compliance Force Control是被动式柔顺力控的缩写,它是一款应用极为广泛的恒力可浮动控制的末端适配工具,主要用于机器人打磨应用中对打磨工具的恒力浮动控制。
该浮动单元的末端法兰可以实现12mm的直线浮动,法兰末端可以连接多种打磨工具,机器人借助PCFC可以实现恒力浮动打磨。
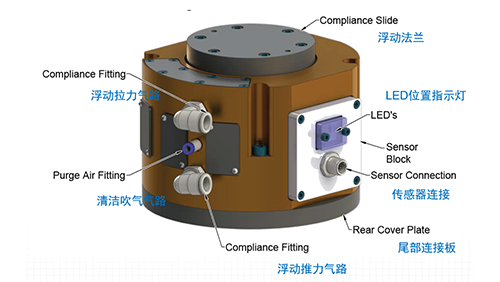
PCFC的结构图
PCFC的基本参数,包括重量,力的范围,力矩范围,浮动行程,尺寸大小。PCFC有三个型号,A,B,C。外形尺寸相同,浮动力的量程不同。

技术参数表
特点一:选配功能
PCFC还有选配的功能,工具自重补偿和浮动位置显示。如果用到这些功能,就需要用到PCFC里已经内置的电气元件,MCU微控制器,陀螺仪姿态传感器,位置传感器。此时的PCFC需要供电。
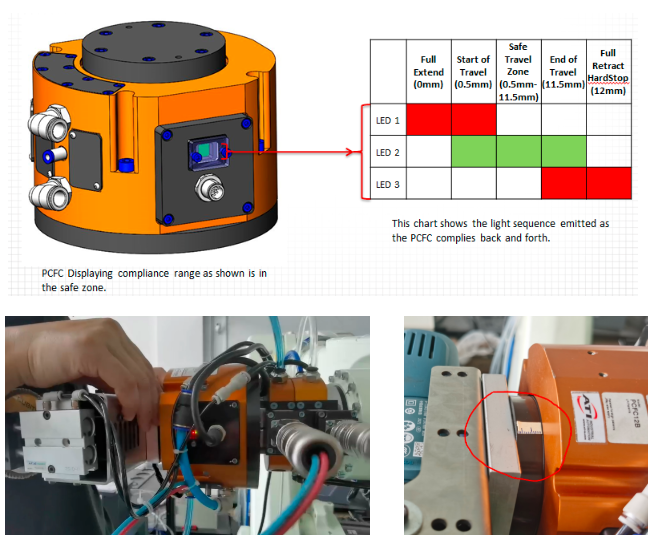
位置显示功能,需要提前校准,校准后,位置信息会通过PCFC上的指示灯做初步显示,便于调试的时候观察。另外也会通过模拟量信号,告诉机器人控制柜或者PLC,具体浮动所停留的位置,以便编程和控制。
校准示意图
校准的时候,做有个刻度表,12mm的行程,每伸出1mm, 记录一次,对应一个电压模拟量。同时指示灯也会有相应的提示。
特点二:自重补偿功能
工具自重补偿功能,跟称重货物的时候,“去皮”功能类似。任何工具都有自重,自重引起的重力,在打磨工具的不同姿态的情况下,会影响打磨力的大小。工具本身的重量和工具在空间中的姿态,会影响实际施加在工件上的力。工具自重补偿功能,可以保证打磨工具在不同的姿态下,和工件的接触打磨力是恒定的。
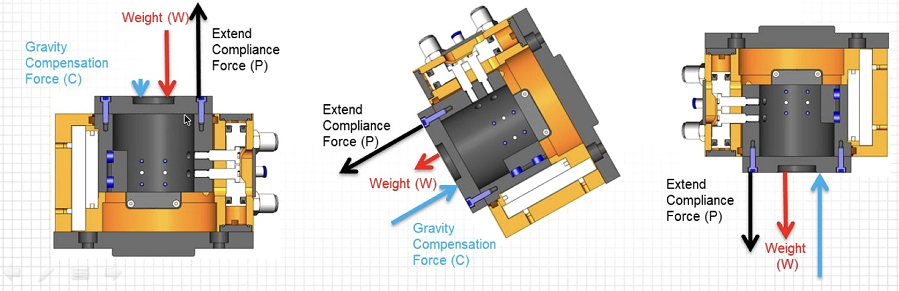
图片中,W 工具自重(Weight),P设置压力(Extend Compliance Force),C 工具重力补偿(Gravity Compensation )。PCFC的工具自重补偿,基本原理是,PCFC内置一个MCU(微控制器),可以通过内置的陀螺仪加速计采集到工具的空中姿态变化数据,然后MCU计算出需要多大的气压来补偿工具的重量,并通过发出模拟量调控电子比例阀,来调整输出压力,从而给工具的自重归零。
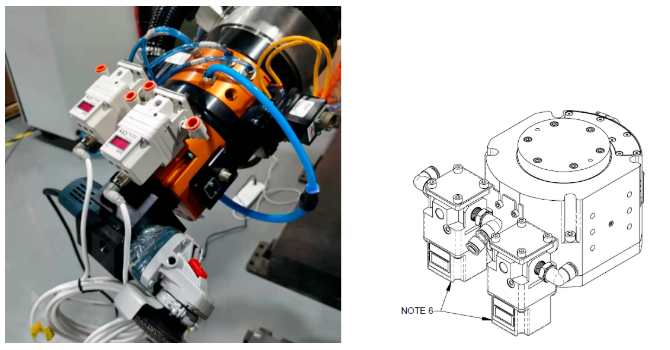
以上是电子比例阀在PCFC上的位置。两个电子比例阀,一个用来抵消工具的自重,一个用来控制打磨的压力。
二、径向浮动和轴向浮动的受力说明及工具选择
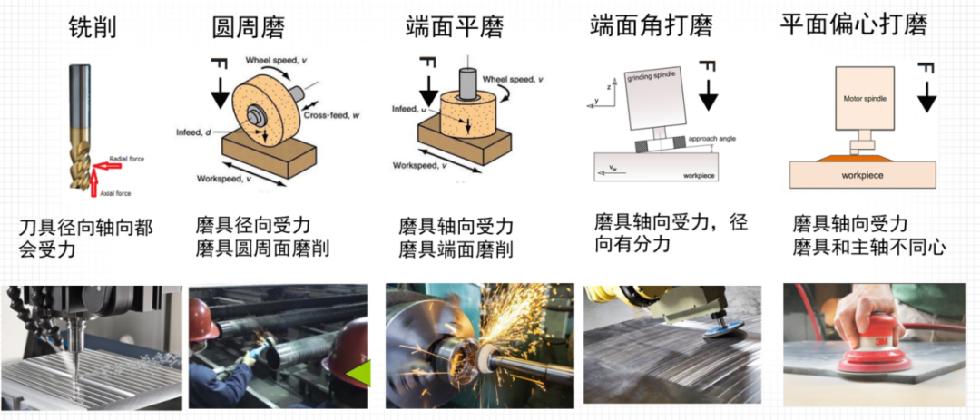
带动磨具旋转的主轴有的直向的,有的是角向的。直向是指马达的旋转轴和磨具的旋转是同心或者平行的。角向是指马达的旋转轴(外躯壳)和所带动的磨具的旋转方向是有角度的(一般的角磨机是接近90度。)。
任何打磨工艺,都是先选择磨具,再选择动力工具,再选择浮动方向。也就是说,先要选择磨具的形状,直径,打磨面是圆周面或者端面,然后在选择是直向电主轴,还是角向打磨主轴。再规划工具怎么浮动,即轴向浮动或者径向浮动。
三、PCFC和工具的安装方式
PCFC可以和打磨工具的安装方式:中空平行安装,侧面平行安装,垂直安装。
平行安装指的是工具的躯干(通常为马达部分)和PCFC的浮动方向是平行的。垂直安装是指打磨工具的躯干和PCFC浮动方向是垂直的。平行安装的话,最好中空安装,侧面安装,偏转力矩要限制在15Nm之内。

可以连接的常用工具有直向电主轴(或者气动主轴),角向磨光机(电动或气动角磨机),另外还有偏心振动圆盘砂光机,偏心振动方砂机,砂带机,或者其他的打磨工具。
四、PCFC的打磨经典案例
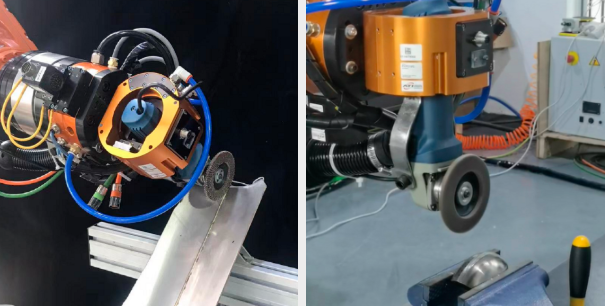
案例一:角磨机打磨弧焊焊缝

拼焊后的平面焊缝打磨,电动角磨机和PCFC垂直安装。配的磨具是弹性百叶盘,用的是百叶盘的端面打磨,百叶盘在做轴向浮动。百叶盘弹性磨料,打磨出表面,过度更平滑,也可以让机器人打磨的容错性更高。
PCFC在提供恒力的情况时,打磨焊缝是否到位,主要看打磨次数或者时间。
角磨机可自动更换砂碟,采用类似于电主轴锥形刀柄的方式。先把磨具砂碟装在夹具上,夹具上有个锥形连接口,可以和角磨机自动连接,摆放好后相当于一个磨具库。通常一个砂碟的寿命在十几或几十分钟,所以需要新旧更换。另外也有需要不同粒度更换的情况,因此自动化打磨都需要一个磨具库,跟CNC机床的刀具库是类似的。
弧焊拼焊后,拐角区域的焊缝需要简单清理。利用百叶盘磨具的外圆部分,配合PCFC的轴向浮动,可以完成恒力打磨。
案例二:角磨机打磨摩擦焊

现在越来越多的铝合金型材拼起来后产生摩擦焊。摩擦焊一般需要除去的是溢料。溢料比弧焊的焊缝更容易去除。用的打磨工具也是电动角磨机搭配百叶盘砂碟。
案例三:角磨机打磨不锈钢焊缝
1)中空安装打磨主轴
PCFC是一个中空浮动套,可容纳直径是62mm的主轴。图中的电动角磨机的躯干部分直径小于62mm, 通过一个夹具装在浮动铜套里,这就是中空平行安装。这种安装方式,和被打磨工件接触的是砂碟的圆周面,也是砂碟是径向浮动。
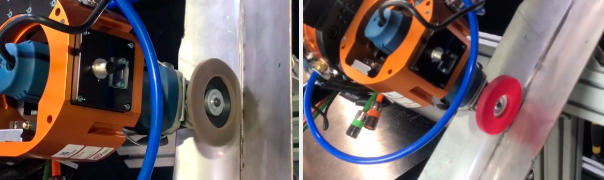
打磨不锈钢拐角区域,百叶盘磨平焊缝,无纺布砂碟抛光磨平后的区域
2)中空安装打磨主轴

左图是在PCFC里,中空安装了一个气动马达主轴。上面装了一个钢丝刷,对工件表面进行打磨。和被打磨工件接触的是刷子的端面,刷子是轴向浮动。
PCFC也可以负载一个直径小于62mm的电主轴。电主轴有个好处,就是可以调速,另外更换刀柄的方法也比较成熟。磨具需要新旧更换或者型号更换。
案例四:直柄打磨机打磨拐角
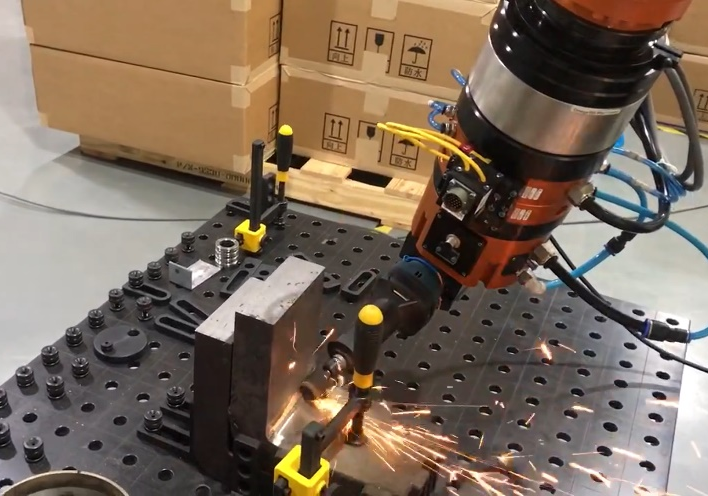
直柄打磨机和PCFC垂直安装,即打磨机的躯干(电机部分)和PCFC的浮动方向垂直。
直柄打磨机,打磨拐角焊缝。磨具是圆柱形砂轮,和工件接触的是磨具的圆周面,磨具是径向浮动。
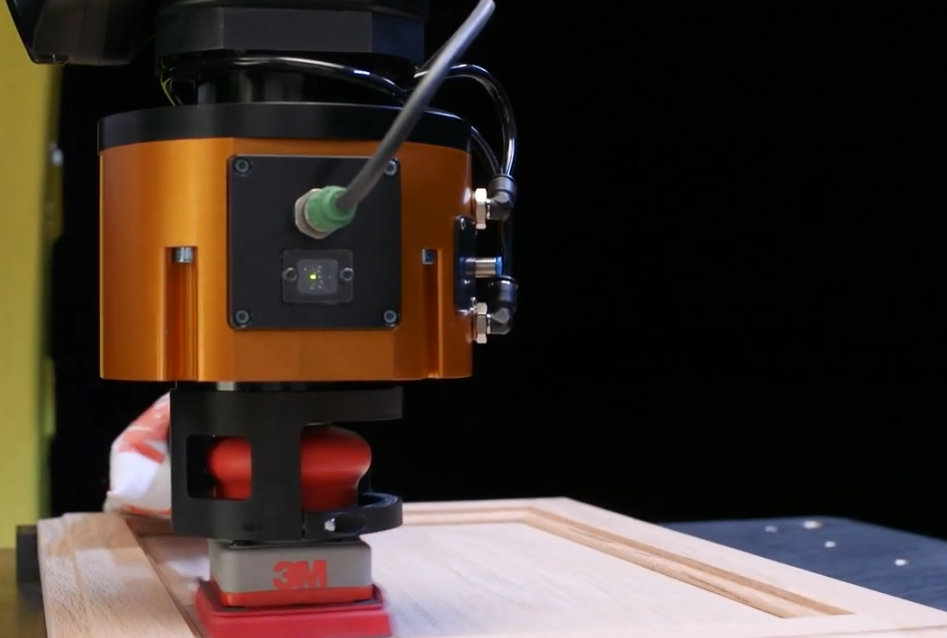
案例五:圆盘偏心振动砂光机打磨平面
偏心振动打磨机,主要用于打磨平面。可以配合砂纸,也可以配合百洁布。砂纸有一定的切削力,百洁布主要是清洁和调和作用。也可以配合抛光垫,对表面进行抛光。

上图中案例分别用砂纸和百洁布,对模具表面进行打磨和清洁。

上图是使用偏心振动砂光机带着海绵垫对表面进行抛光。
案例六:方形偏心振动砂光机打磨平面
偏心振动方砂机,也是用于打磨平面。砂纸托盘是方形的,可以打磨到直角拐角区域。
案例七:砂带机
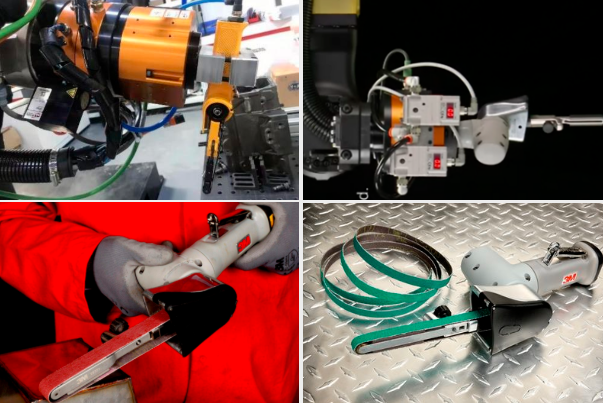
砂带机又称锉刀砂带机,形状接近往复挫,可应用场景为焊接后的焊缝打磨,压铸后的飞边、顶针印打磨等。砂带机既可以垂直安装,也可以中空平行安装。
案例八:PCFC带着打磨工具,固定在桌面上
该案例是将PCFC放在桌面上,机器人抓着工件去靠近打磨工具进行打磨。
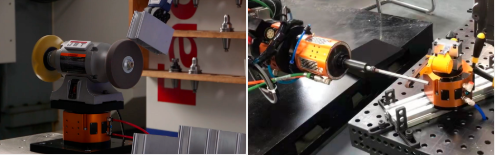
左图案例为双头打磨机,一头是无纺布砂轮,另外一头是尼龙针刷。两者结合起来高效清理铝合金型材切口的毛刺。
右图案例是将砂带机固定在PCFC上,对钢棒的表面进行去锈抛光。
案例九:PCFC和夹具配合,装在机器人末端
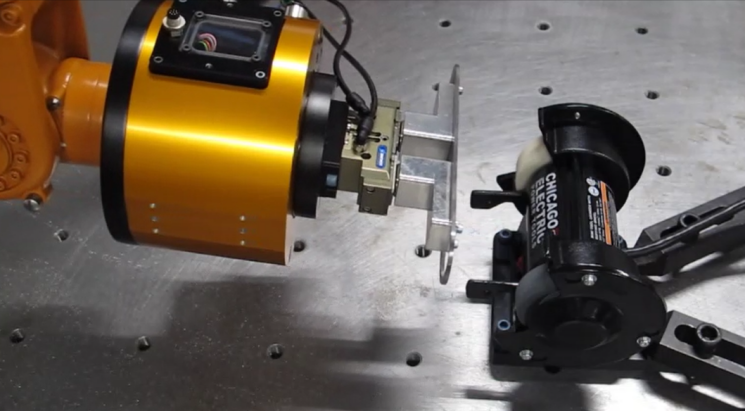
夹具固定在PCFC上,PCFC再固定在机器人末端,然后抓着工具去靠近打磨工具。在打磨的压力方向上,有PCFC浮动,可以实现恒力打磨。
PCFC是一个直线浮动机构,根据磨料与工件接触的圆周面或者端面形况,确定是轴向浮动还是径向浮动,选择直向主轴、角向主轴、砂带机或偏心振动砂光机。然后设计出一个合理的恒力打磨方案。
力控浮动打磨工具在市场上已经有很多成功应用案例,随着市场需求的增加及打磨产品的复杂化,ATI也根据市场需求推出适用于不同工件要求的产品。不论是从产品的使用生命周期还产品技术上,ATI的产品都具有良好的性价比,同时我们的丰富经验及成功项目案例都为企业实现自动化提供强有力的支撑。
(来源:ATI)





































































 京公网安备 11011202001138号
京公网安备 11011202001138号